
杜克普558圆头锁眼机运行一圈不走针的原因
- 发布时间:2010/7/19 11:19:48
- 浏览次数:2327
1 高速转换到走针的运动原理
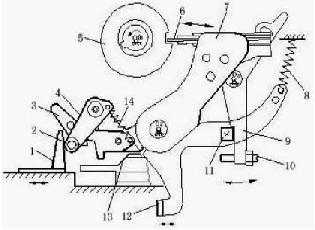
图1
(1)与开停架12 相对固定的制动架7和制动弹簧片6也绕支点O2作顺时针摆动而释放制动凸轮5。同时与开停架12同样相对固定的启动架也一起作顺时针摆动,启动架上的滚轮释放右手轮上的端面凸轮,使右手轮在弹簧的作用下,与旋转的皮带轮接触并一起转动,通过花键连接带动凸轮轴一起旋转,并通过针杆机构和走针机构使走针运动开始。
(2)为了使走针运动能保持下去,应在开停架12 摆动到极*用停针杆9上的限位块来顶住开停架12上的方头螺钉11 ,不让开停架12复位,从而保证必要的走针时间。
(3)因为走针时不允许滑板有高速运动,所以当开停架12顺时针摆动时,开停架12下面的一个脚就拨动开车摆杆绕支点向顺时针方向摆动。并通过拨块,带动拨块座、高速轮和离合器活动块一起向右移动,从而使离合器活动块与离合器固定块分离,高速轮变成空转,从而使滑板高速运动停止。
按照上述传动过程进行检查,重点检查撞块、停针杆、制动架和启动架的位置是否正确。但需要注意的是以上3个动作的动力来源都为开停架,它们动作的先后是有顺序的。表面上看3个动作好像是同时产生的,但实际上,3个动作是有先后的,即先将高速轮变成空转,再释放制动凸轮5,然后使走针运动开始,从而保证高速运动和走针运动互锁。
2 调整方法
(1)撞块的调整(图2)

图2
(2)停针杆的调整(图3)
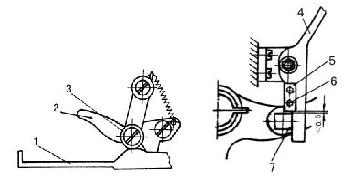
图3
转动手柄,向前移动滑板至开停架连杆滚轮3处于钮缝长度调节块1斜面zui高处时,停针杆限位块5应离开方头螺钉7,其间隙不大于0.5 mm。调整方法:当开停架连杆滚轮3处于钮缝长度调节块1斜面zui高处时,旋松锁紧螺钉6,上下移动停针杆限位块5,直至停针杆限位块5与方头螺钉7上下间隙大于0.5 mm。如果间隙大于0或小于0.5 mm,则机器走了几针又回到高速运动。
(3)制动架及启动架的调整(图4)

图4
继续转动手柄,向前移动滑板,直至开停架拉钩自动跳开,释放开停架连杆滚轮销。此时停针杆限位块应顶住方头螺钉的顶面,同时制动弹簧片2与制动凸轮1zui高点距离为1 mm,启动架连杆上的轴承3与右手轮5外圆间隙为0.3 mm,而启动架上的滚轮4外圆轮廓线应超过右手轮5端面凸轮上平面0.8 mm。调整方法:当开停架拉钩自动跳开,停针杆限位块顶住方头螺钉后,旋松制动架锁紧螺钉,前后摆动制动架,直至制动弹簧片2与制动凸轮1zui高点距离为1 mm。另外,旋松启动架锁紧螺钉,前后摆动并同时左右移动启动架,直至启动架连杆上的轴承3与右手轮5外圆间隙为0.3 mm,而启动架上的滚轮4外圆轮廓线超过右手轮5端面凸轮上平面0.8 mm。如果制动弹簧片2与制动凸轮1zui高点距离小于1 mm,则可能产生运动脱节,即高速运动已结束,而无走针运动,中途停车。如果制动弹簧片2与制动凸轮1zui高点距离大于1 mm,则可能产生制动不可靠。而启动架上的滚轮4外圆轮廓线与右手轮5端面凸轮上平面的距离如果小于0.8 mm,可能引起发烫;如果距离大于0.8 mm,会使机器运转加重。