
利华K150型圆头锁眼机调整
- 发布时间:2011/9/16 9:58:51
- 浏览次数:2798
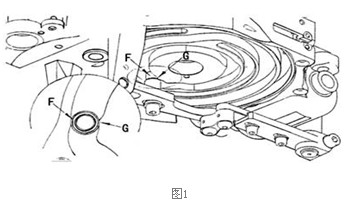
(1)将机器调整到无锁眼位置,同时确认滚柱F是否在大盘的G位置(图1)。
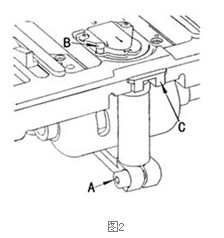
(2)旋松螺钉A。
(3)转动眼形选择器B,由有锁眼到无锁眼数次,通过调整环将上横杆调至中间位置。
(4)拧紧螺钉A。
滚柱调节的几种情况与方法(此方法在机器有圆头时调整)。
①确认机头未被移位过,在缝尾部位,机头与拖板上做出平齐标记。转动机器到锁缝圆头开始时,当上下两个标记分开(走圆头)后又重叠时(圆头顶部中心点位置),松开滚柱弹簧和图87中滚柱E,通过A的两个黄色螺钉来调节滚柱。此时两个滚柱应能够同时很轻松的出入。
②确认滚柱未移位而机头移位,将机器行程转到zui前端(向自己前面),约在停车位位置,旋松图2中的螺钉A,调整机头中心位,该项调整应确定滚柱能够达到上一项的标准才可,需多次校正,多次转动机器检查、确认。
③机头与滚柱都移位时,首先将机头转到zui前端(停车位置),以下刀为中心,以拖板上压脚板两边限位为两边,用钢尺测量两边的位置,通过螺钉A调节机头的中心位置。确定后拧紧螺钉A,再按上述第(1)项进行调整(图2)。
④机头与拖板中心点位移时,将机器调整到平头锁眼位置,再转动机器直到大盘滚柱转到大盘上第四个尖点边缘,这时调节螺钉A,使两个滚柱都能顺畅地从曲线槽中出入,然后拧紧螺钉A。
⑤拉住左边滚柱,转动机器,观察右边滚柱是否能够顺利进出槽口。如有阻碍则通过螺钉A来调整。
⑥在锁尾部位,机头与拖板上作两个标记。转动机器到刚开始缝圆头时(两个标记刚好分开时),这时左边的滚柱应离开工作槽,并且两者间应有0.5~1毫米的间隙。
(来源:中外缝制设备)