
品牌
其他厂商性质
烟台市所在地

气蒸收缩仪蒸汽机
面议
YuanMore元茂往复式振荡摇床萃取实验室摇瓶机振荡器
面议
YuanMore元茂纺织品热阻测试仪
面议
YuanMore元茂单头呼吸气阻力测试仪
面议
YuanMore元茂YG141G非织造布测厚仪
面议
YuanMore元茂数字式织物测厚仪 厚度仪 织物测厚带打印功能
面议
YuanMore元茂多功能电子强力仪 织物强力
面议
YuanMore元茂织物动态悬垂性风格仪动静悬垂指标GB/T23329
面议
YuanMore元茂摆动式织物柔软度测定仪柔软度试验机葛尔莱挺度仪
面议
YuanMore元茂防护材料冲击试验机GB/T24278附录
面议
YuanMore元茂(大45º)阻燃性能测试仪织物阻燃仪燃烧仪
面议
YuanMore元茂织物静水压测试仪渗水性测试GBT4744耐静水压
面议一、 概述
本检具适用于势能法落锤式撕裂仪的检定(校准)。
本检具对仪器校准基于:仪器工作前后检具势能的增加与仪器撕裂相应试样时所做的功相等的原理。
该检具采用改变检具重心回转半径与改变检具质量相结合的方法改变量值,大大减轻了检具总重量。使用游标卡尺确定砝码回转半径的方式,可以校准检具测量范围内的任意力值。具有轻巧、便携、通用性强、便于安装,操作简便、测试精度高的特点。
二、 检具:
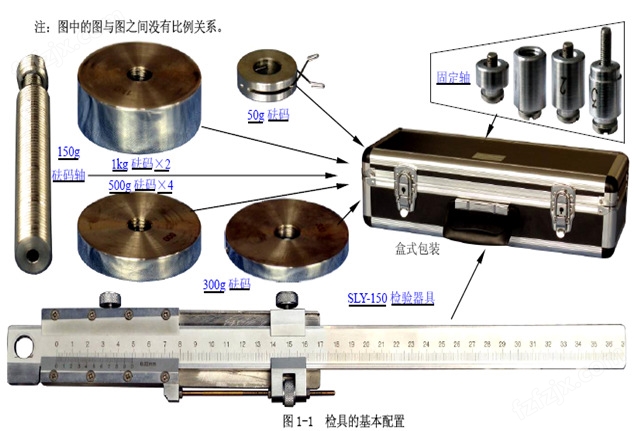
1. 检具组成 如图1-1
n 砝码数量:9只;
n 砝码质量:4500g;
n 计量范围:0~128N;
2. 检具的安装
因为各种型号的仪器都是按照方法标准GB/T3917.1-1997的要求来制造,动夹持器的位置是统一的(国外与国内标准要求一样),以主轴回转中心和动夹持器定夹片的上沿确定检具的位置是可以通用的,具体安装位置如图2。
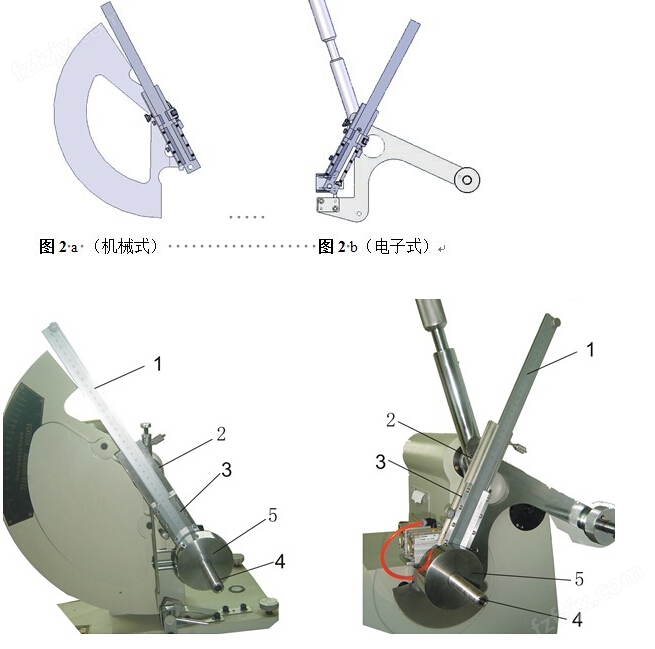
2a(机械式) 2b(电子式)
图2
① 可滑动尺身1:
② 固定支架2:一端有孔,用孔固定在主轴端部(主轴随摆转动的仪器);另一端用一个固定片夹持在钳口中,上沿紧靠钳口中试样夹持面的上沿,固定片被夹持后紧固;并使中心线同时过主轴回转中心和动夹持器定夹片的上沿。这样卡尺移动轴线与过主轴的铅垂线即呈27.5°夹角。
③ 卡尺的游标3固定在支架2上,尺身1可以在固定支架上的游标套内滑动。通过移动尺身改变质心与回转中心的距离,即改变其回转半径。
距卡尺尺身前端11mm中心线位置处钻孔,固定砝码轴4(150g),可在轴上固定砝码5;砝码随尺身的移动改变其回转半径。砝码根据需要组合。
三、 检具的校准和安装方法
(一) 检具校准(出厂前已校准,使用中有疑问时可复校)
检具校准的内容主要有如下几个方面:
1. 卡尺尺身的质量
将尺身卸下在天平上称量尺身质量,看其与计算式中的是否一致。否则要改动计算式。
2. 砝码回转半径
核对尺身在零位时,砝码轴固定孔与回转中心固定孔的中心距,应与设计值相符。
3. 尺身及砝码重心移动轨迹应在固定片上回转中心固定孔与夹持片固定孔中心连线的延长线上
在平板上用方箱固定组合好的检具,用高度游标卡尺测量固定片上回转中心固定孔(即轴承内孔)与夹持片固定孔中心线高度相同;将尺身抽出和缩进时,尺身上砝码轴固定孔中心高度与回转中心固定孔中心高度相同。
4. 检具组合件的重心位置
用与固定架上回转中心固定孔(即轴承内孔)孔径相配合的轴插入轴承内孔,轴夹于台钳中尽量使轴水平。将检具组合好,在尺身缩进时做静平衡试验,调整纵横两个重心调整螺丝,应使组件达到随遇平衡。
5. 核对检具及附表的准确性
用一台可显示摆角的检定合格的电子式撕裂仪,仪器调好水平,测量夹持器固定片内侧上沿到回转中心的距离应为104mm,夹持器固定片内侧上沿到过回转中心铅垂线的距离应为48mm。用仪器的最小量程,在无试样时测出零点摆角,并记录。将检具装在仪器上,尺身全部缩进,再次在无试样时测出零点摆角;两者之差应在0.2N之内。再次调整零点后,将尺身抽出一定长度,做“有试样”测试,应与附表相符。两者之差应在0.1%(F.S)之内。
6. 紧接5. 加装砝码杆并紧固,使用高度游标卡尺测量丝杆根部与端部的高度差,在任意角度时二者相差均不得超过0.5mm。
7. 用天平称量砝码轴及各砝码的质量,应符合五等砝码的要求。
(二) 检具的安装(如图2)
1. 安装前撕裂仪应调好水平和零点。首先检定仪器“104mm和27.5o”两项指标合格。
2. 根据仪器结构选择适用的配件将检具固定架固定;使回转中心固定孔与主轴中心对准。
⑴. 主轴与摆一起转动的仪器按图2b安装。
⑵. 主轴不转动的仪器按图2a安装。
3. 将夹持片夹到夹持器中,使片的上沿与钳口平齐,与固定孔中心线重合的一个棱与定夹持片上棱接触;调整夹持片夹进钳口的长度,使固定架平面与摆锤回转面平行;固定架上固定夹持片的孔为一个长孔,可以适应仪器制造时“标准要求:主轴中心至夹持器夹持缝距离104mm±1mm”的制造偏差;调整到固定架中心线通过夹持器的夹持缝。适当紧固固定夹持片的螺丝。
4. 将尺身抽出较大长度,测量砝码轴固定孔中心到过回转中心的铅垂线的距离,并测量垂足到回转中心的高度;通过计算核对27.5o是否准确。(仪器水平泡常常不准)
5. 将夹持器夹紧,螺丝旋紧固定。
6. 注意固定在回转中心轴上的螺钉不要旋得太紧。
7. 当检具不加砝码轴时,将尺身缩进到零位。此时检具重心应在回转中心上。仪器再次调零,零位变动不应超过0.2N。再次将零位调准。至此检具安装完毕。
(三)、检具的使用方法
1. 根据待检仪器说明书将仪器调整好并置于试验或校验状态
2. 将检具按
二、(二)安装好,调好零位。
3. 按照待检仪器的检具伸出长度数值表查阅欲检定力值的数值,并按此数值调整尺身伸出长度,紧定。
4. 按照仪器操作方法测试“撕裂强力”,
5. 按仪器示值与设定数值确定示值误差。
6. 按要求逐点检定。
