
XTOP触摸屏在印染行业中的应用
- 发布时间:2010/7/9 14:52:22
- 浏览次数:1879
关键词:XTOP;门幅控制;印染
中图分类号:TS190·4 文献标识码:B 文章编号:1009-9522(2008)01-0038-02
一、引言
江苏某印染设备有限公司在对热风拉幅定型机的改造中,使用了目前业界*的人机界面———韩国M21公司生产的X*5T触摸屏,不仅提高了整套设备的自动化程度和生产效率,而且使印染质量出现了质的飞跃。
XTOP触摸屏是韩国M21公司新推出的高功能系列产品,该系列XTOP除有3个串口外还可以通过自带以太网口(100M)、USB接口、无限扩充的CF卡接口进行高速下载、上载程序、报警和配方等信息,该屏拥有超大的视角范围,高达1024*768的分辨率可以显示更多的信息;拥有三个USB接口(前面板1个USBDevice后面板1个USBDeviCe1个USBHost)和高达12MB的自带内存;可以通过以太网实现远程监测和监制、实时报警监控、1:N传送、屏与屏之间实现数据共享、收集日志、报警等信息并建立日报,可支持用户自定义报告格式(MSWord、Excel)也可结合其他系统(ERP、Groupware)输出(Excel、XML、TEXT)。
二、设备工艺要求
布匹在染色完成后,需要在烘房中进行高温整定,以达到布面平整,布幅宽度达到一致的要求。为此,布匹必须在承受一定横向张力的条件下进入烘房定型,于是对布幅宽度控制有严格的要求,布幅zui终成型宽度便是通过门幅宽度调整来进行控制。
三、门幅控制系统
传统的门幅控制是通过人工反复调节,测量,zui终核定,这种落后的调节方式已经不能满足日趋进步的工艺需要,为此,门幅的自动化控制便显得很有意义。定型机门幅数量根据生产工艺的不同而有差异(一般为三至八个),本方案以四个门幅进行硬件配置,门幅电气控制原理图如下,图(1):
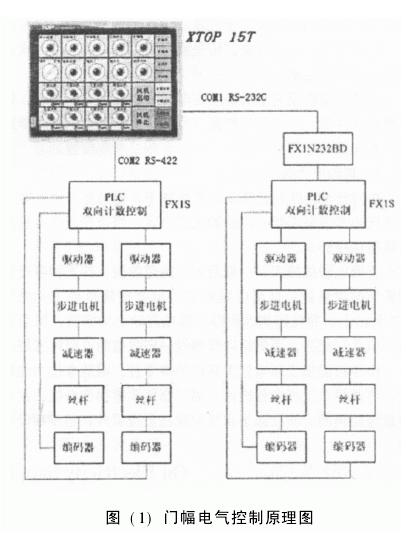
其中,触摸屏需要和2个PLC通讯,为此使用了M21公司的双通讯协议,X*5T的COM2口使用RS-422直接与一个三菱公司的FXlSPLC通讯,另一个PLC通过FXlN-232BD通讯模块将RS-422转换为RS—232C的后再与X*5T的COMl口相连,触摸屏编程时在软件上选择双通讯功能即可。作为控制单元的可编程控制器选用三菱FXlSPLC两台,控制系统中还包括通讯模块PXlN-232BD一个,步进电机及其驱动器四套,旋转编码器四个等。
通过X*5T触摸屏设定所需门幅的宽度,而PLC与编码器反馈的当前实际宽度进行比较,然后PLC进行计算,控制变频器,zui后电机通过减速机调节门幅丝杆的正反转,从而调整门幅的宽度。主要计算公式如下:
编码器反馈脉冲数*螺距/编码器线数=实际宽度;
目标宽度-实际宽度=调节量;
调节量/步进电机单位进给量=步进电机执行数;
zui终由PLC控制步进电机实现门幅自动闭环控制。
四、传送和喷风系统
该控制系统采用交流变频技术、数字通讯技术,工艺参数均在触摸屏上设置、贮存,PLC控制变频器同步调速,各主动单元同步,各工艺参数实现在线检测与监控;烘房结构节能、烘房采用积木式设计、安装快捷、维修保养方便;织物传送系统采用交流变频分电源调速系统,在恒转矩负载条件下达到1∶10的调速范围,各单元的速度命令均由触摸屏控制PLC然后发送到变频器,按所需的工艺要求控制电机运行于给定的车速下,数字量控制,同步精度高;在进布区桥架上设有X*5T触摸屏(人机界面)设定及显示工艺数据和故障报警。
烘房采用节能的双风道热风循环系统,上下气流量可设定为任何需要的比率,气流量大小由触摸屏设定。*的喷嘴能使气流均匀地作用在织物上,喷出的气流能产生特殊的气垫,使织物产生松弛的效果。