
交流永磁同步伺服电机在工业缝纫机中的应用
- 发布时间:2012/4/10 10:47:02
- 浏览次数:6378
1 电气控制系统
缝纫机电气系统包括控制器、驱动器、电机和电磁铁, 如图1所示。
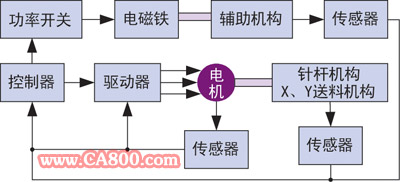
图1 缝纫机电气系统
控制器又称为模式盒控制缝纫机完成不同的线迹, 它的功能随缝纫机的种类不同而不同,主要分为两类, 一类是控制单台电机即主驱动电机的运动, 借助电磁铁完成其它的辅助功能,如拨线、剪线、松线、前后加固、抬压脚, 对应的缝纫机有单针、双针平缝机、包缝机、绷缝机、封包机。另一类则控制多台电机的协调动作,如绣花机、套结机、钉扣机、锁眼机, 还有控制针杆复合运动的曲折缝缝纫机。虽然这些控制器功能各异, 但硬件构成却基本相同。主要由操作者输入参数的旋钮、按键, 显示工作参数的数码管、液晶显示器, 对操作命令、传感器信号、执行机构(电机、电磁铁)进行运算、判断、控制的微控制器组成。硬件通用性强, 软件则随不同的缝纫机而异。 驱动器是电气系统的核心, 它将控制信号转变成执行机构的驱动信号,起着桥梁的作用。同样也由硬件和软件构成。硬件除了微控制器及其它集成电路外, 还有功率器件构成, 软件则取决于不同种类的电机。与控制器类似, 驱动器的硬件具有可移植性, 相同功率的不同种类的电机可兼用。用于缝纫机的电机主要有感应电机、步进电机和永磁同步伺服电机。功率范围从400W到1500W,zui高转速从每分钟数百转到9000转[2]。电磁铁作为电气系统的一部分, 也应充分重视。 诸如上述提及的辅助功能, 都由电磁铁作为执行元件完成的。电磁铁的力能参数、响应过程对剪线速度、前后加固速度及线迹的美观至关重要。
2 电气系统的开发
目前我国市场上还没有自己生产的成熟伺服产品, 进口的伺服产品价格高昂, 无法形成配套能力, 必须自主开发。构成电气系统的三部分依研制开发的技术难度从低到高依次为:控制器、电机和驱动器。
(1) 控制器
三部分中、技术zui成熟、实现zui容易、见效zui快。其构成与市场上存在多年的单片机应用系统相似, 具有借鉴作用。
(2) 电机
以上种类的电机中, 感应电机技术zui成熟, 但目前产品中仍沿用传统的电磁滑差调速方法。电机经过改进和优化设计,可用变频器替代机械离合器调速。步进电机经过十多年的发展已趋成熟, 用在高速而且频繁起停的情况下, 动态响应性能需提高。永磁同步伺服电机已进入发展期, 愈来愈引起工业界的重视。单从电机本身来看, 国内厂家*具备与国外厂家竞争的能力, 如设计能力、价格水平、制造工艺等。
(3) 驱动器
驱动器是制约电气系统产业化的瓶颈, 主要技术原因有两部分:
一是复杂准确的电机模型难以在传统的单片机上实现;
二是功率电子器件的可靠性及系统设计水平低下, 由于近年数字信号处理器(DSP)和智能功率模块(ASIPM)的发展, 难度大大降低。
从缝纫机的性能要求和市场发展方向来看, 永磁同步伺服电机及驱动器起着至关重要的作用, 是电气系统中技术难度zui高的部分, 是开发缝纫机电气系统的突破口, 它的成功开发可将其技术演化到其它种类的电机和驱动器上, 起到事半功倍的效果。
3 开发实例
上工集团近来分别开发了平缝机和套结机两种电气系统, 两种系统的控制器框图分别如图2和图3所示。
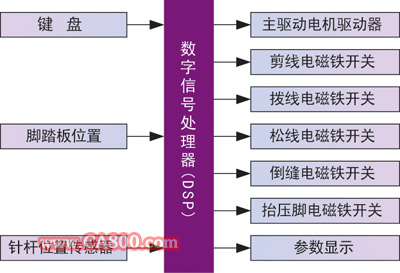
图2 平缝机控制器
(1) 平缝机图2中, DSP接收键盘输入的命令, 如缝纫模式、辅助功能。脚踏板位置决定缝纫速度及剪线、抬压脚等功能, 信号由4位数字编码形成。针杆位置传感器为安装在伺服电机轴端的编码器, DSP对编码器的A、B、Z脉冲计数,决定上、下针位,并在特定位置触发相应电磁铁动作。DSP输出脉冲和电平信号控制伺服电机驱动器,脉冲个数控制针杆的位置,脉冲频率决定针杆的速度,电平信号控制针杆的旋转方向。
(2) 套结机
图3与图2不同的是需要控制X、Y方向的步进电机驱动器, 步进电机的控制信号与伺服电机驱动器相同, 控制器根据伺服电机的位置和速度控制步进电机的起停。X、Y方向的传感器决定缝纫不同花样时套结机的机械原点。
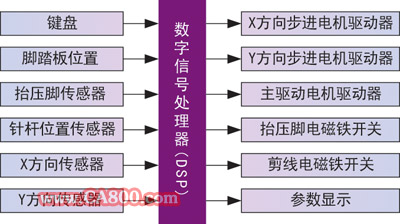
图3 套结机控制器
(3) 两种缝纫机的主驱动电机—永磁同步伺服电机两种缝纫机的主驱动电机都采用永磁同步伺服电机, 如图4(a)所示, 输入电压190V到240V, 额定功率375W, 恒转矩运行到6000r/min。面装式磁钢结构保证电机能以高的功率因数运行。分数槽绕组有效地抑制了齿谐波, 减小了振动和噪声。较低的转矩波动, 使缝纫机有宽广的速度调节范围, 并能快速准确停车。安装该电机的缝纫机实物照片如图4(b)所示。图4(c)为平缝机的控制器。

4(a) 永磁同步伺服电机

4(b) 安装永磁同步伺服电机的平缝机

4(c) 平缝机的控制器
图4 工业缝纫机用永磁同步伺服电机
图4 工业缝纫机用永磁同步伺服电机
(4) 驱动器
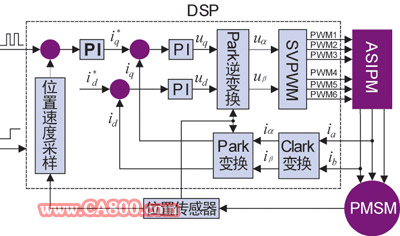
图5 永磁同步伺服电机驱动器
驱动器如图5所示, 由DSP和ASIPM组成, 对永磁同步电机实行磁场定向控制。功率变换由ASIPM完成, 内部集成了整流、逆变、前置驱动、多种保护等功能, 与DSP电平兼容。DSP的正交编码器和捕获单元电路对位置信号进行处理,与控制器发出的命令信号比较, PI调节后得到转矩电流分量iq*。DSP内部的模数转换器将来自电流传感器的模拟信号转换成数字信号, 经静止的Clark变换和旋转的Park变换, 得到实际的转矩电流分量iq和磁场电流分量id, 经电流PI调节得到旋转的电压分量ud和uq, Park逆变换将它们变换成静止坐标系中的电压分量uα和uβ,空间矢量PWM算法对uα和uβ运算后得到PWM开关信号, 控制ASIPM的逆变部分。DSP的快速运算能力(指令周期25ns),的指令功能, 以及专为控制而集成的传感器接口电路和PWM输出电路, *地提高了系统的控制性能。根据这些理论分析, 我们在平缝机和套结机进行了实际开发, 取得了良好的效果, 现正在进行长时间的寿命实验。图6为套结机样机缝制的部分图案。

图6 套结机样机缝制的部分图案
4 结束语对工业缝纫机电气系统的特点和分类进行了探讨,概述了控制器、驱动器、电机和电磁铁的功能, 阐述了开发电气系统的技术路线及开发重点, 通过两个开发实例, 讨论了两种控制器的异同点, 重点介绍了基于DSP的永磁同步伺服电机磁场定向控制方法, 从实验的结果看, 取得了预期的效果, 准备进入小批量生产。