怎样装配标准GC6845高速针杆离合式双针平缝机针杆
- 发布时间:2012/9/10 15:21:08
- 浏览次数:2473
(1)将左右两根针杆插入针杆摆动轴组件上的针杆套筒内,再将针杆连接头装上针杆,针杆继续上升经过针杆上套筒,装上两块针杆限位根,针杆止动块弹簧、弹簧罩,用螺钉固定锁紧。然后装上两块针杆旋转止动块,用螺钉锁紧。zui后分别旋上针杆顶端的螺钉C(图1),至此针杆摆动轴组件装好。
(2)将装好的针杆摆动轴组件从左向右推入机壳孔后插入针杆摆动大连杆,推入的同时应注意让针杆连杆套进针杆曲柄轴上。接着把针杆接头滑块组件装进针杆连杆的另一孔内,把挑线杆组件的轴端通过挑线杆防护罩下方的孔插入针杆接头滑块组件内。再将挑线杆轴组件穿过挑线杆组件的孔插入机壳上的固定孔,并旋紧螺钉。
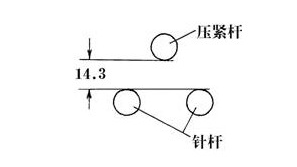
(3)把针杆切换装置、挑线杆防护罩和防尘板全部装上机器。安装针杆切换装置时要注意调整好连杆滑块组件的位置,做到当连杆滑块组件的*顶住图1中的A时,针杆限位板收回,针杆能随针杆连接头上下运动,当顶住图1中的B时针杆限位板伸出,针杆移动到上部时被锁住,不能工作起到分离的作用。有一点需要注意:当针杆摆动轴组件插入针杆摆动大连杆后,一定要将针距设定为零毫米以后,测得针杆与压紧杆之间距离为14.3毫米时,再拧紧针杆摆动大连杆上的螺钉。