
高速工业平缝机转速测量方法研究
- 发布时间:2014/5/6 15:16:10
- 浏览次数:5135
2.1脉冲计数测量法的精度分析
在脉冲计数法的速度测量中,计数脉冲数M与采样周期Ts,位置分辨率No相关,当计数脉冲从M变化到M+1时,根据式(1),脉冲计数测量法的速度误差为:
显然,要提高转速相对测量精度可以采用较大的采样周期Ts,或者较高的位置分辨率,并且与电机的转速n成反比。本系统的调速范围为300~8000r/min,系统控制律设计的采样周期Ts,为5ms,可以计算得到各种转速时的测量精度,见表1。
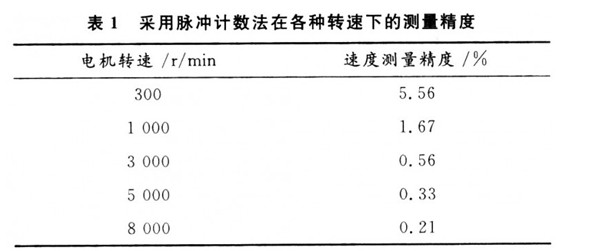
表中的数据表明,脉冲计数法在高转速范围内精度较高。该方法适用于电机高速运行中。
2.2脉冲周期测量法的精度分析
脉冲周期法由处理器的时钟计数,计数脉冲m与时钟频率f0、位置分辨率N0相关,当计数脉冲由m变化到m+1时,根据式(2)脉冲测量法的误差为:
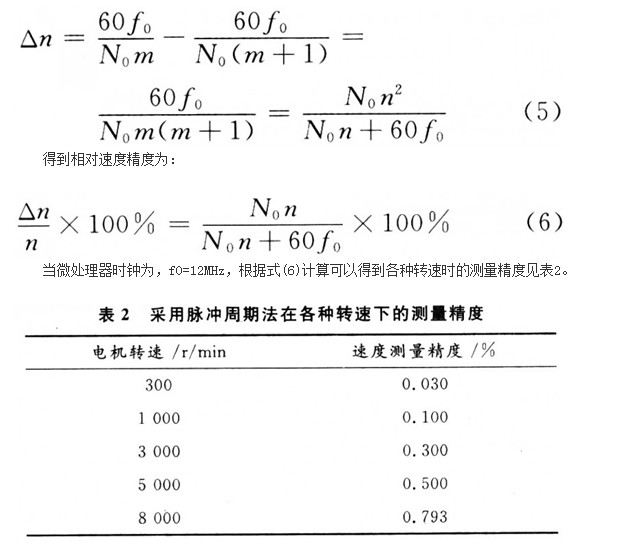
得到相对速度精度为:
当微处理器时钟为,f0=12MHz,根据式(6)计算可以得到各种转速时的测量精度见表2。
通过表2可以知道,脉冲周期法的测量方法在电机低速范围内测量精度较高,在高速情况下精度较差。同时,在实际应用中,采用脉冲周期测量法时,是通过光电编码器的输出脉冲引起处理器中断,如果在高速阶段使用该方法,会导致处理器频繁中断,大量耗费处理器时间。
3高速工业平缝机转速测量方法
根据以上的精度分析,脉冲计数法用于高速范围,而脉冲周期法适用于低速范围。对于转速范围较大的调速系统,采用以上的任一测速方法,都难以保全在全调速范围内有较高的测速精度,只有将两种方法组合才能得到较理想的结果。
3.1转速的组合测量方法
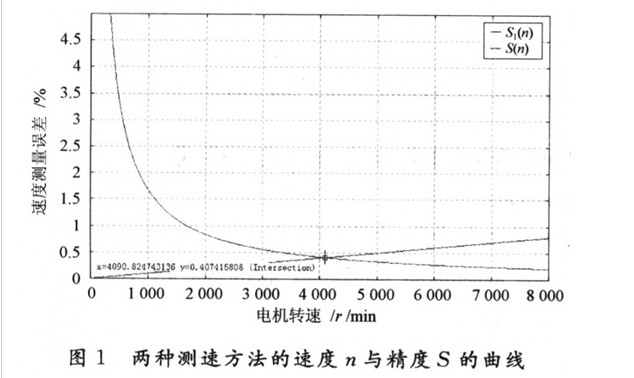
将No=720代入式(4),式(6),做出图1的“精度/转速(S/n)”曲线,图中S代表精度,用百分数表示,n代表转速。图中两条曲线的交点为S0=0.4074,转速为n0=4091r/min。
这表示当n>n0,采用的脉冲计数法测速精度可以高于O.4074%;而当n<n0时,采用脉冲周期法时测速精度也能高于O.4074%。
所谓组合测速法即是当转速大于n0时使用脉冲计算法,而当速度小于n0时使用脉冲周期法,保证整个转速范围内测试精度高于S0。
3.2测量方法的切换
采用组合测量的方法需要在图1的两条曲线的交点处对速度测量进行切换,但是在实际的编程过程中,考虑到在某些情况下,转速可能会在n0处反复切换,这样会导致测量方法频繁切换,影响测量精度。因此在实际的编程过程中,采用的方式是设置了一个速度测量切换区域。
切换区域可以这样设置,n2<n0<n1。根据需要,测量的精度必须小于0.5%,根据式(4),计算在n2=3600r/min时,测量误差为O.4629%;根据式(6),在n1=4400r/min时,测量的误差为0.4380%。因此实际的编程中,速度测量的切换是当转速从低速上升到4400r/min时,测速方法转换为脉冲计数法,而当转速从高速下降到3600r/min时转换到脉冲周期法。这时全范围的测速精度高于O.5%。
4,结语
由于需要的停针控制,对高速工业平缝机的速度测量的精度要求较高,本文针对高速工业平缝机提出的速度测量方法,经过实践检验,证明了该方法的正确性和准确性,能够保证速度测量误差小于O.5%,满足系统控制律的需要。